發布時(shí)間:2021-07-20
1、定義
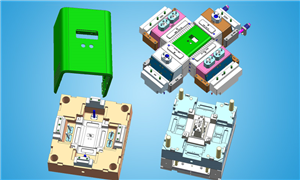
模具加工(Mold Making)是指成型和(hé)制坯工具的(de)加工,也(yě)包括剪切模具和(hé)模切模具。通(tōng)常,模具由上模和(hé)下(xià)模組成。鋼闆放置在上模和(hé)下(xià)模之間,材料在壓力機的(de)作用(yòng)下(xià)成型。當壓機打開時(shí),将獲得(de)由模具形狀決定的(de)工件或清理(lǐ)去除相應的(de)廢料。小到電子連接器,大(dà)到汽車儀表闆的(de)工件都可(kě)以用(yòng)模具成型。
級進模是指一套能夠自動将加工好的(de)工件從一個(gè)工位移動到另一個(gè)工位,并在最後一個(gè)工位獲得(de)成型件的(de)模具。模具加工工藝包括:沖裁模、沖裁模、複合模、擠壓模、四滑塊模、級進模、沖壓模、模切模等。
2、種類
(1)金屬沖壓模具:連續模、單沖模、複合模和(hé)拉伸模
(2)塑膠成型模具:注塑模、擠塑模和(hé)吸塑模
(3)壓鑄模具
(4)鍛造模具
(5)粉末冶金模具
(6)橡膠模具
3、模具加工流程
開料:前模料、後模料、鑲塊料、排位料、斜頂料;
開框:前模框、後模框;
開粗:前模模腔開粗、後模模腔開粗、分(fēn)模線開粗;
銅公:前模銅公、後模銅公、分(fēn)模線清角銅公;
線切割:鑲件分(fēn)模線、銅公、斜頂枕位;
電腦(nǎo)鑼:精鑼分(fēn)模線,精鑼背模芯;
電火花:前模粗、銅公、公模線清度、後模骨位、枕位;
鑽孔、針孔和(hé)頂針;在模具頂部加工帶針孔水(shuǐ)道孔的(de)排位和(hé)排位電壓極;
斜頂、複頂針和(hé)配頂針。
4、其他(tā)
(1)唧咀、碼模坑、垃圾釘(限位釘);
(2)飛(fēi)模;
(3)水(shuǐ)口、撐頭、彈簧、運水(shuǐ);
(4)省模、抛光(guāng)、前模和(hé)後模骨位;
(5)細水(shuǐ)結構、拉杆螺絲拉鈎和(hé)彈簧
(6)重要零件的(de)熱(rè)處理(lǐ)、淬火和(hé)表面氮化(huà);
5、模具軟件
UGNX、Pro/NC、CATIA、MasterCAM、SurfCAM、TopSolid CAM、SPACE-E、CAMWORKS、WorkNC、TEBIS、HyperMILL、Powermill、GibbsCAM、FEATURECAM等等。
6、基本特征
(1)一對(duì)加工精度較高(gāo)的(de)模具一般由凹模、凸模和(hé)模架組成,部分(fēn)可(kě)能是多(duō)片分(fēn)體模塊。因此,上下(xià)模的(de)組合、鑲塊與型腔的(de)組合、模塊之間的(de)組合都要求加工精度高(gāo)。精密模具的(de)尺寸精度往往達到微米水(shuǐ)平。
(2)複雜(zá)的(de)形狀和(hé)表面有些産品,如汽車面闆、飛(fēi)機零件、玩具和(hé)家用(yòng)電器,是由各種曲面組合而成的(de)。因此,模具型腔表面很複雜(zá)。有些表面需要通(tōng)過數學計算(suàn)來(lái)處理(lǐ)。
(3)批量小模具的(de)生産不是批量生産,很多(duō)情況下(xià)隻生産一對(duì)。
(4)多(duō)模加工總是采用(yòng)銑削、镗孔、鑽孔、鉸孔和(hé)攻絲等各種工藝。
(5)重複生産模具使用(yòng)壽命長(cháng)。當一對(duì)模具的(de)使用(yòng)壽命超過其壽命時(shí),需要更換新的(de)模具,因此模具的(de)生産往往是重複的(de)。
(6)在複制模具的(de)生産中,有時(shí)既沒有圖紙也(yě)沒有數據,複制時(shí)要根據實物(wù)進行。這(zhè)就要求模仿精度高(gāo),不變形。
(7)優良的(de)模具材料和(hé)高(gāo)硬度模具的(de)主要材料多(duō)采用(yòng)優良的(de)合金鋼,尤其是長(cháng)壽命模具,常采用(yòng)Crl2、CrWMn等萊氏體鋼。這(zhè)種鋼從鍛造、加工到熱(rè)處理(lǐ)都有嚴格的(de)要求。因此,加工工藝的(de)準備不可(kě)忽視,熱(rè)處理(lǐ)變形也(yě)是加工中的(de)一個(gè)嚴重問題。
根據以上特點,在選擇機床時(shí)需要盡可(kě)能滿足加工要求。比如數控系統功能更強,機床精度更高(gāo),剛性更好,熱(rè)穩定性更好,仿形功能更好。