發布時(shí)間:2023-12-27
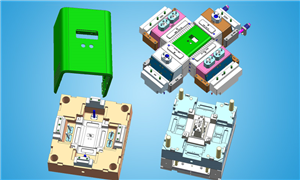
塑膠外殼注塑成型的(de)解鎖模具很容易産生振動,對(duì)機器的(de)壽命和(hé)穩定性影(yǐng)響很大(dà)。因此,在調整塑膠外殼解鎖模具的(de)時(shí)候,請注意以下(xià)的(de)事項:慢(màn)速開啓速度是模具的(de)啓動速度,所以速度低于中速,一般使用(yòng)慢(màn)速中壓。因爲模闆在鎖緊的(de)過程中有一定的(de)變形産生夾緊力,所以啓動壓力可(kě)以适當高(gāo)一些,一般在50%左右。慢(màn)位看型号而定,一般在塑膠外殼的(de)模具裏開啓。

快(kuài)速開模的(de)速度和(hé)壓力可(kě)以适當的(de)提高(gāo),以減少塑膠外殼的(de)開模時(shí)間,但快(kuài)速開模的(de)位置和(hé)慢(màn)速開模的(de)位置之間的(de)距離需要适當打開,因爲快(kuài)速開模時(shí)的(de)沖擊力和(hé)慣性相對(duì)比較大(dà),所以需要采取一定的(de)距離來(lái)消除慣性對(duì)開模結束位置的(de)影(yǐng)響。
但如果間隔的(de)距離過大(dà),塑膠外殼的(de)開模時(shí)間會延長(cháng),減速開模的(de)速度和(hé)壓力可(kě)以調整到很小,一般在10~20左右,隻要能夠支撐模闆克服阻力的(de)最小功率就可(kě)以了(le)。塑膠外殼開模結束的(de)時(shí)候盡量不要有沖擊回彈。因爲回彈瞬間的(de)加速度很大(dà),對(duì)鉸鏈的(de)磨損也(yě)很大(dà),塑膠外殼的(de)開模端的(de)位置無法在小範圍内穩定。
快(kuài)速鎖模速度可(kě)以适當大(dà),以減少模具的(de)移動時(shí)間,但壓力不必太大(dà)。快(kuài)速鎖模位置要大(dà)于塑膠外殼加工的(de)厚度,要達到塑膠外殼厚度的(de)位置要切換到低壓鎖模。低壓鎖模速度一般控制在30%以内,壓力一般爲0。特别是在抵消模具彈簧/滑塊的(de)阻力後,要把模具控制到最小,以達到低電壓保護的(de)目的(de)。